
Welding is an age-old technique that has been revolutionized over the years with technological advancements. MIG welding, in particular, has become a popular choice for beginners due to its ease of use and versatility. However, achieving optimal weld quality requires a thorough understanding of polarity settings.
If you’re new to MIG welding, you may be wondering what polarity settings are and how they impact your welds. In simple terms, polarity refers to the direction of electrical current flowing through your welding gun. There are two possible settings for MIG welding polarity: direct current electrode negative (DCEN) and direct current electrode positive (DCEP).
In this blog post, we’ll delve into the nitty-gritty of how to set MIG welding polarity settings correctly. We’ll explore the differences between DCEN and DCEP and how each setting can affect your welding process. Additionally, we’ll provide you with some handy tips on selecting the appropriate polarity settings for different scenarios.
Whether you’re a seasoned pro or a beginner looking to hone your skills, join us as we dive deep into setting MIG welding polarity settings – it’s going to be electrifying.
What is Polarity and How Does it Affect MIG Welding?
Contents
- 1 What is Polarity and How Does it Affect MIG Welding?
- 2 Types of Polarity Settings in MIG Welding
- 3 Determining the Correct Polarity Setting for Your Project
- 4 Adjusting the Welder’s Control Panel for the Correct Polarity Setting
- 5 Benefits of Setting the Correct Polarity in MIG Welding
- 6 Tips for Achieving High-Quality Welds with Proper Polarity Settings
- 7 Conclusion
One critical aspect to consider is polarity settings. As an expert in this field, I can tell you that choosing the right polarity plays a crucial role in achieving high-quality welds. But what exactly is polarity, and how does it affect MIG welding?
In MIG welding, polarity refers to the direction of current flow between the welding gun and the base metal. The two types of polarity used are direct current electrode negative (DCEN) and direct current electrode positive (DCEP). Think of it like a river flowing from the welding gun to the base metal or vice versa.
The choice of polarity depends on the type of metal being welded and the electrode being used. For example, DCEN is commonly used for thinner materials like aluminum, while DCEP is better suited for thicker materials such as steel. Incorrect polarity can lead to poor weld quality, such as lack of penetration or excessive spatter.
Moreover, polarity has a significant impact on the penetration and welding speed. DCEN provides deeper penetration but slower welding speed, while DCEP provides shallower penetration but faster welding speed. It’s like choosing between a smooth and steady boat ride or a fast and bumpy one.
To set the correct polarity, you must first identify the material you are welding. Once you’ve determined your material, adjust your welder’s control panel accordingly. Most modern MIG welders have a switch that allows you to switch between SP and RP modes, making it easy to set the correct polarity.

In conclusion, understanding polarity is critical for achieving high-quality welds in MIG welding. By selecting the right direction of current flow before beginning any welding project, you can ensure that your welds are strong and durable.
Types of Polarity Settings in MIG Welding
Think of polarity settings as the conductor of an orchestra – they determine the tone and quality of the music. In MIG welding, there are three types of polarity settings: DCEN, DCEP, and AC. Let’s explore each one in detail to understand their unique advantages.
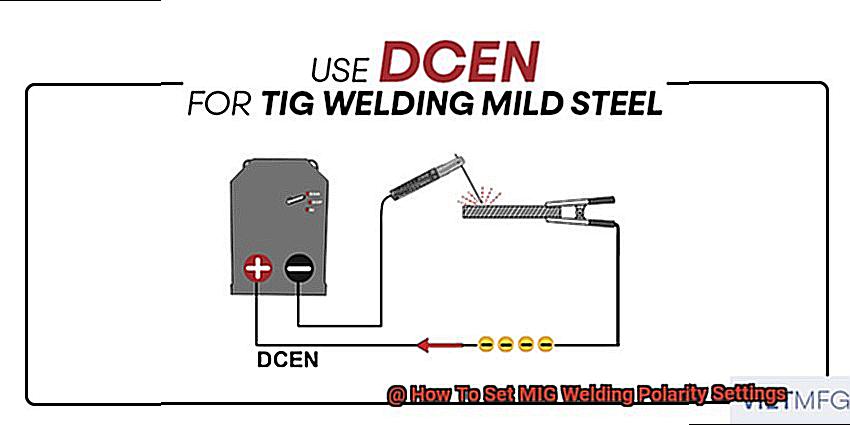
DCEN (Direct Current Electrode Negative) polarity is like playing a soothing melody – it’s perfect for welding thin materials like aluminum since it produces less heat and offers better penetration. In this setting, the negative terminal of the power source connects to the welding gun, while the positive terminal connects to the workpiece. This setup ensures that the electrons flow from the gun to the workpiece, creating a cooler weld with minimal spatter.
On the other hand, DCEP (Direct Current Electrode Positive) polarity is like playing a powerful drumbeat – it’s better suited for welding thicker materials like steel since it produces more heat and offers better fusion. In this setting, the positive terminal of the power source connects to the welding gun, while the negative terminal connects to the workpiece. This arrangement causes the electrons to flow from the workpiece to the gun, generating a hotter arc with deeper penetration and stronger fusion.
Lastly, AC (Alternating Current) polarity is like playing a lively tune with changing rhythms – it’s commonly used in TIG welding but can also be used in MIG welding. In AC polarity, the current alternates between DCEN and DCEP at 60 cycles per second. This setting is ideal for welding non-ferrous metals like aluminum because it produces a balanced heat input that creates a clean weld with minimal distortion.
It’s essential to choose the right polarity setting based on the material being welded, its thickness, and the desired weld quality. Welding is an art that requires practice, patience, and experimentation to master. By selecting and adjusting polarity settings like a skilled conductor, welders can create beautiful, strong welds that stand the test of time.
Determining the Correct Polarity Setting for Your Project
First, it’s vital to understand the difference between DCEN and DCEP. DCEN, or electrode negative polarity, means that the electrode or wire is connected to the negative terminal of the welding machine. In contrast, DCEP, or electrode positive polarity, means that the electrode or wire is connected to the positive terminal.
To choose the right polarity setting for your project, consider the type of metal you are welding, its thickness, and the type of shielding gas you are using. Generally, DCEN is best for thinner materials such as aluminum and magnesium. Just like playing a soft and gentle tune on a guitar, DCEN requires finesse and precision to produce clean welds with minimal spatter.
On the other hand, DCEP is better suited for thicker materials like steel. Similar to playing a heavy metal song on a drumset, DCEP delivers a powerful drumbeat that creates strong welds with good penetration.
To determine the correct polarity setting for your project, consult your welding machine and wire manufacturer’s recommendations. Additionally, you can perform a test weld on scrap metal to see which polarity setting produces the best results. Look for good penetration, clean welds, and minimal spatter.
It’s crucial to remember that using the wrong polarity setting can lead to poor weld quality and even damage your welding machine. Always double-check your polarity settings before starting any welding project.
Adjusting the Welder’s Control Panel for the Correct Polarity Setting
In our previous section, we discussed the criticality of setting the right polarity for MIG welding. Today, we will dive into the nitty-gritty details of adjusting the welder’s control panel for the correct polarity setting.
Polarity in MIG welding is like the conductor of an orchestra, directing and channeling the electrical current flowing from the welding machine to the welding wire. This flow of current is crucial to achieve optimal welding performance and quality. There are two types of polarity – direct current electrode negative (DCEN) and direct current electrode positive (DCEP).
To adjust the polarity settings on your MIG welder, first, identify the type of electrode you are using. Are you using a flux-cored wire? If so, set the welder to DCEN. For solid wire, set the welder to DCEP.
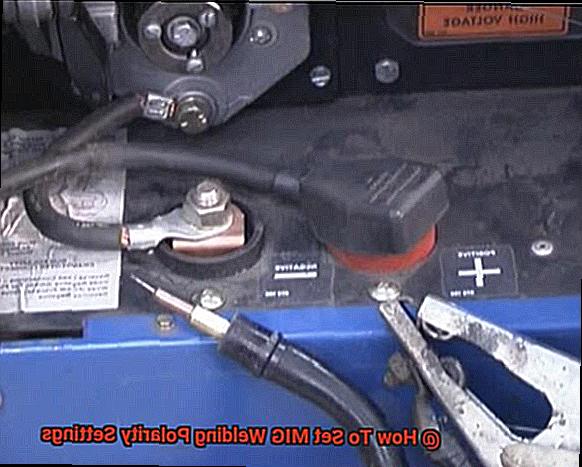
Next, locate the welder’s control panel and find the polarity switch. This switch may be labeled as “polarity,” “+/-,” or “DCEN/DCEP.” Flip the switch to the appropriate setting based on the type of electrode you are using.
But before you start welding, double-check that the polarity is set correctly. Failure to do so could result in poor weld quality, including excessive spatter, lack of fusion, and porosity. It’s like checking your guitar tuning before a performance – taking those extra few minutes to ensure everything is in order can make all the difference.
Benefits of Setting the Correct Polarity in MIG Welding
Just like tuning your guitar, setting the correct polarity in MIG welding can make all the difference in achieving high-quality results. Polarity refers to the direction of electrical current flowing through the welding circuit, and in MIG welding, there are two types – DCEN and DCEP.
DCEN, also known as reverse polarity, is where the electrode is negatively charged, and the workpiece is positively charged. On the other hand, DCEP, also known as straight polarity, is where the electrode is positively charged, and the workpiece is negatively charged. While DCEP is commonly used in MIG welding because it provides better penetration and cleaner welds with less spatter, DCEN can be useful when welding thinner materials such as aluminum or stainless steel due to its softer arc and reduced risk of burn-through.
But why does setting the correct polarity matter? Firstly, it can increase efficiency and decrease production time. By using the right polarity, welders can achieve better control over their welds, reducing the need for rework or repairs. This leads to faster completion times and lower costs for both labor and materials.
Furthermore, using the correct polarity can improve weld strength and durability. When the wire is properly charged, it can fuse with the base metal more effectively, resulting in a stronger bond. This is especially important when welding materials that require high-stress resistance or will be subjected to harsh environmental conditions.
Tips for Achieving High-Quality Welds with Proper Polarity Settings
Achieving high-quality welds with proper polarity settings is a crucial part of any welding project. Here are five essential tips to help you achieve the perfect weld:
Material Type
Before setting the polarity, you need to determine the type of material you will be welding. Different materials require different polarity settings, so it’s important to know what you’re working with. For example, aluminum requires AC polarity, while steel requires DC polarity.
Electrode Selection
Choosing the right electrode is crucial for producing high-quality welds. The electrode you choose should match the type of material you are welding. Using the wrong electrode can result in poor weld quality and even lead to safety hazards.
Polarity Setting
Once you have determined the material type and chosen the right electrode, you need to set the correct polarity. As a general rule, DCEN (direct current electrode negative) is used for welding steel, while DCEP (direct current electrode positive) is used for welding non-ferrous materials like aluminum.
Amperage Adjustment
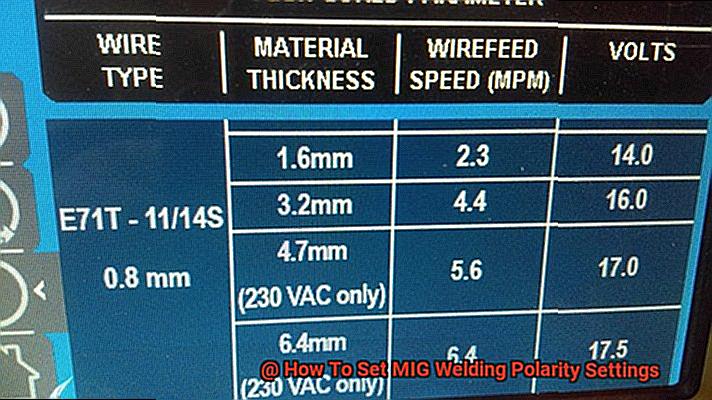
After setting the correct polarity, you need to adjust the amperage to achieve optimal weld quality. Higher amperage levels are required for thicker materials, while lower amperage levels are needed for thinner materials. Make sure to check your manual or consult a professional to determine the recommended amperage range for your specific project.
Check for Proper Penetration
To ensure that your weld has proper penetration, check the backside of your workpiece after welding. If there is no penetration or only minimal penetration, adjust your amperage accordingly.
By following these tips, you can achieve high-quality welds with proper polarity settings that meet your project’s specifications. Remember to always wear protective gear when welding and to follow all safety guidelines to avoid accidents or injuries.
_JsK9zIJ0sk” >
Conclusion
In conclusion, getting the polarity setting right is crucial for achieving top-notch MIG welds. Polarity determines the direction of electrical current flowing through the welding gun and can have a significant impact on your welding process. For MIG welding, there are two possible polarity settings: DCEN and DCEP.
DCEN provides deeper penetration but slower welding speed, while DCEP offers shallower penetration but faster welding speed. To determine the correct polarity setting for your project, you need to consider several factors such as the type of metal you’re working with, its thickness, and the type of shielding gas you’re using.
It’s also essential to choose an electrode that matches the material you’re welding. Once you’ve identified your material and electrode, adjust your welder’s control panel accordingly. Most modern MIG welders come with a switch that allows you to switch between SP and RP modes, making it easy to set the correct polarity.
By following these tips and double-checking your settings before starting any welding project, you can achieve optimal performance and create high-quality welds every time. Remember always to wear protective gear when welding and follow all safety guidelines to avoid accidents or injuries.
With practice, patience, and experimentation, mastering MIG welding polarity is within reach for both beginners and seasoned professionals alike. So don’t be afraid to try new things – who knows?




