Welding requires a special combination of electricity, heat, and pressure to join two pieces of metal together. The electrical current must flow in the right direction to make this process work.
That’s where polarity comes in. Polarity is the difference between positive and negative charges that determine the direction of an electrical current. In welding, polarity refers to the direction of the electrical current used for welding.
There are two main types of welding polarities: direct current (DC) and alternating current (AC). DC has a single polarity, while AC has both positive and negative polarities that switch back and forth.
Different styles of welds may require different types of polarities – for example, DC is usually used for stick or arc welding, while AC is more often used for TIG or MIG welding.
Understanding polarity helps ensure your welds are strong and secure. It’s important to know which polarity works best for each type of weld as well as how to properly configure your machine with the correct settings before starting any project.
So if you want to learn more about what polarity in welding is all about, keep reading.
Types of Polarity
Contents
- 1 Types of Polarity
- 2 Straight Polarity (DCEN)
- 3 Reverse Polarity (DCEP)
- 4 Alternating Current (AC) Welding
- 5 Factors to Consider When Choosing the Right Polarity
- 6 Different Types of Materials and Their Suitable Polarities
- 7 Welding Positions and Their Suitable Polarities
- 8 Advantages and Disadvantages of Different Polarities
- 9 Conclusion
Polarity is an essential factor in welding, and understanding the different types of polarity is critical for achieving successful welds. In welding, polarity refers to the direction of the current flow through the welding circuit. There are two types of polarity: straight polarity (DCEN) and reverse polarity (DCEP).
Straight polarity is also known as direct current electrode-negative (DCEN).
In straight polarity, the electrode or welding wire is connected to the negative terminal of the power source, while the workpiece is connected to the positive terminal. This arrangement produces more heat at the electrode tip, making it ideal for welding thinner metal sections.
Reverse polarity, on the other hand, is also known as direct current electrode-positive (DCEP).
In reverse polarity, the workpiece is connected to the negative terminal and the welding wire or electrode is connected to the positive terminal. This arrangement produces more heat at the workpiece and makes it suitable for thicker metal sections.
The right type of polarity must be selected based on several factors such as type of material, thickness of metal being welded, and welding process used.
Generally speaking, straight polarity should be used when deep penetration into thinner materials is required while reverse polarity should be used when surface heating into thicker materials is needed.
Straight Polarity (DCEN)
Polarity is an important concept to understand when it comes to successful welding. Polarity determines the direction of electrical current during the welding process, and can be divided into two categories: straight polarity and reverse polarity.
Straight polarity, also known as DCEN (Direct Current Electrode Negative), is a type of electrode polarity that uses direct current. In this method, the workpiece is connected to the positive terminal while the electrode is connected to the negative terminal. This causes electrons to flow from the electrode towards the workpiece.
Straight polarity leads to a deeper penetration of the metal being welded and a narrower, more focused arc. It is often used for welding thick metals or materials with high melting points, such as stainless steel. It has also been used in shielded metal arc welding (SMAW), gas tungsten arc welding (GTAW), and gas metal arc welding (GMAW).
When selecting an appropriate polarity for your next welding job, there are several factors to consider.
Reverse Polarity (DCEP)
Reverse Polarity, also known as Direct Current Electrode Positive (DCEP), is the antithesis of Straight Polarity. It is the Hulk to Straight Polarity’s Iron Man: strong and volatile. Reverse Polarity creates a more aggressive and penetrating arc that melts and fuses the workpiece more effectively.
It is ideal for welding steel and other metals that require deep penetration, such as thick plates and pipes. The higher heat concentration at the tip of the electrode results in deeper penetration and faster travel speed. Welding in a vertical or overhead position? Reverse polarity helps counteract gravity, which can cause molten metal to sag.
But Reverse Polarity isn’t suitable for all welding applications – it requires greater dexterity, focus, and control from the welder. The intense, violent arc can damage or burn through the workpiece if not controlled properly. Plus, its strong magnetic field can interfere with nearby electronic devices, triggering electromagnetic interference (EMI).
When choosing polarity in welding, consider all factors: type of metal being welded, thickness of material, desired weld characteristics.
Alternating Current (AC) Welding
Alternating Current (AC) welding is a popular welding technique that uses an alternating current of electricity to create a weld. In AC welding, the polarity of the electrode changes from positive to negative and vice versa, helping to distribute heat evenly between the electrode and workpiece.
This type of welding is ideal for joining materials with different thicknesses or those that require separate electrodes, such as aluminum, magnesium, and stainless steel. When using AC welding, it’s important to determine the correct polarity for the weld by considering factors such as material type, thickness, and electrode selection.
AC welding offers many advantages over other types of welding, including high penetration and deposition rates that result in strong welds that will last for years. It’s like Iron Man and Hulk teaming up – each have unique skills that make them stronger when combined.
Factors to Consider When Choosing the Right Polarity
When it comes to welding, polarity is an essential concept to understand. It determines the direction of electrical flow during the welding process and choosing the right polarity can be the difference between a successful weld and a failed one.
There are several factors that need to be considered when selecting a polarity type. The type of welding process being used will determine what polarity is required, while the type and thickness of the material being welded will also influence the choice.
For instance, thicker materials require more heat and penetration, which can be achieved with reverse polarity, while thin materials benefit from straight polarity as it allows for more controlled current flow.
Ultimately, selecting the right polarity for your project is essential for achieving strong, precise welds. If you’re unsure what kind to use, consult your welding manual or seek advice from an experienced welder to help ensure success.
Different Types of Materials and Their Suitable Polarities
Welding is an intricate process, and the quality of your weld depends on the polarity you choose. Different materials require different polarities for optimal results. Knowing which polarity to use is essential for a successful weld.
Direct current (DC) reverse polarity is best when welding materials with a high melting point, such as stainless steel. In this setting, electrons flow from the workpiece to the electrode, heating it up and creating a smooth arc.
Alternating current (AC) polarity is ideal for materials with lower melting points, such as aluminum. The back-and-forth motion of AC polarity removes oxide layers from the aluminum’s surface, resulting in a cleaner weld.
Straight polarity is suitable for high deposition electrodes that produce higher heat input, like carbon steel. In this case, the electrode connects to the power source’s negative terminal while the workpiece connects to its positive terminal.
Welding Positions and Their Suitable Polarities
Welding is an intricate art, requiring the perfect combination of position and polarity to create a flawless weld. Knowing the right polarity for a given welding job is essential to ensure success and produce high-quality welds.
The type of polarity used depends on many factors, such as the material being welded, the welding process, and the thickness of the metal.
Direct current electrode negative (DCEN) is often used for thin materials or when a more precise weld is needed, while direct current electrode positive (DCEP) is ideal for thicker materials that require higher heat input to penetrate them.

Alternating current (AC) may be necessary for materials with different melting points or those that are impossible to bond using DC welding.
The position of the weld also plays an important role in determining which polarity should be used. Reverse polarity (DCEP) can be beneficial in overhead welding positions by providing a stable arc and controlling the weld puddle.
Straight polarity (DCEN) can increase reach and minimize undercutting risk in vertical positions, while reversing polarity (DCEP) can reduce porosity risk and ensure good fusion between base metals.
896fcNV6l_8″ >
Advantages and Disadvantages of Different Polarities
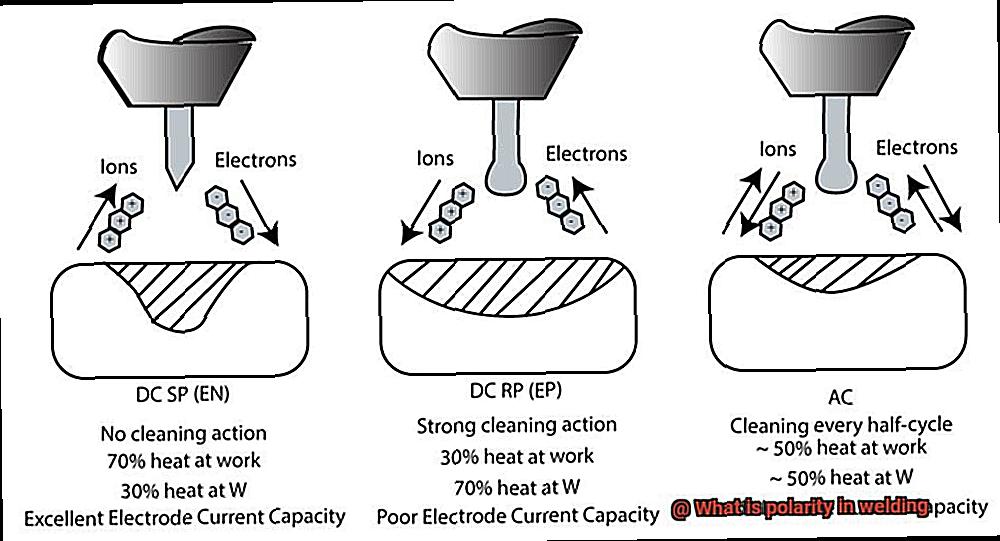
When it comes to welding, choosing the right polarity is essential for a successful weld. Three main types of polarities are available for welders to choose from: Straight Polarity (DCEN), Reverse Polarity (DCEP), and Alternating Polarity (AC).
Each of these polarities has its own set of advantages and disadvantages, so it’s important to understand them before making a decision.
Straight Polarity
Straight Polarity (DCEN) is ideal for welding thin materials such as sheet metal or aluminum. Its deep penetration and stable arc make it perfect for working in tight spaces. However, this polarity can result in oxide buildup and poor bead appearance, which could negatively affect the weld joint’s quality.
Reverse Polarity
Reverse Polarity (DCEP) is best used when welding thicker materials such as steel or cast iron. It produces a shallow penetration and wide bead pattern, making it suitable for open areas. On the downside, it can lead to spatter formation and an unstable arc, potentially resulting in porosity and cracking in the weld joint.
Alternating Polarity
Alternating Polarity (AC) shifts between straight and reverse polarities several times per second. This type of polarity helps remove oxide layers from the base material, creating a clean weld joint. However, if not done properly, it can cause significant heat distortion and reduced weld quality.
Conclusion
Polarity is essential to welding success. Selecting the right polarity can make or break a weld, so it’s important to consider all variables such as material type, thickness of metal, and desired weld characteristics before choosing a polarity type.
There are three key polarities: Straight Polarity (DCEN), Reverse Polarity (DCEP), and Alternating Current (AC). Each has its own advantages and disadvantages, so understanding them is key to getting great results.




