Would you like to improve aluminum welding results? While tungsten balling isn’t the only way to improve welding outcomes, it is one of the most important, alongside the welder’s welding technique, shielding wire, and the inert gas used when welding aluminum.
This article will show you how to ball tungsten for aluminum welding with MIG, tIG, and OPE.
Why Is Tungsten Used In Welding?
Contents
Because it has the highest melting and burning points of all pure metals, tungsten is ideal for use in welding applications, including handheld welding torches.
Tungsten melts at 3,422 °C (6,192 °F).
Tungsten must be melted, shaped, and incorporated into an electrode or filler rod. This is a process called arc welding.
Consequently, tungsten is utilized to manufacture the electrodes since it can endure high temperature without burning away.
While some erosion is to be anticipated and is referred as “burn-off”, tungsten outperforms other metals when it comes to aluminum welding.
Tungsten alloys that have been authorized by the International Organization for Standardization and the American Welding Society include tungsten carbide, tungsten-nickel, and tungsten-cobalt.
These alloys have properties that make them ideal for welding applications, particularly aluminum welding.
Why is Tungsten Balled?
The answer to the question, “Is tungsten balling essential for aluminum welding?” is a resounding yes.
Tungsten alloys are the ideal materials to use for brazing aluminum.
By switching to tungsten alloys, you not only get to benefit from the excellent heat conductivity, you also do not have to worry about the incorrect temperatures when welding aluminum.
Using tungsten alloys to create electrodes for aluminum welding is much simpler and easier.
You can simply create an electrode of any shape and thickness, and this only requires you to create a ball with a Tungsten Electrode Fixture. The electrode fixture consists of a couple of bars that hold the electrode in place and keep it round.
Once the electrode is in place, you can weld away to create strong welds.
Alloys that are specifically used for welding aluminum alloys fall under the category of AWS-AW series alloys.
Some of these alloys include 7018, 7020, 7035, 7035T, 7050, and 7055. These alloys are recognized by the American Welding Society for their excellent welding properties using argon shielding gas and filler metals.
The alloys of Tungsten Balled welds aluminum extremely efficiently , which is why they are commonly used in the automotive industry.
Due to the tungsten content in these metals, they produce a much brighter weld pool, which improves the weld appearance.
Zirconiated Tungsten
By incorporating zirconium oxide (also known as zirconia) into the electrode, they become more resistant to rust, wear, and corrosion, which results in a longer electrode life.
Thoriated Tungsten
There is no better arc material than tungsten because of the unique benefits it possesses.
Tungsten is used as filler in many types of products. For example, flashlights, lasers, and spinners are a few examples of products in which tungsten is used.
Tungsten is used in ammunition, including bullet blanks, shotgun shells, and rifles. It is also used in a wide variety of industrial applications, including the manufacture of tight tolerances, power distribution, and precision machining.
Even while it is the easiest to deal ith and most convenient material, it is also the most expensive. However, it has the highest melting point of any element yet discovered.
Lanthanated Tungsten
In addition to improving arc stability , this alloy provides superior corrosion resistance.
Ceriated Tungsten
As an alloying agent, cerium oxide (or ceria) enhances arc stability and has the extra benefit of not being radioactive!
As an alloying agent, cerium oxide (or ceria) enhances arc stability and is also non-radioactive!
How to Ball Tungsten for Aluminum Welding
As a precaution, here’s how you spool up the torch: While holding the electrode with one hand, place the tip of your thumb on the weld and twist it.
As you rotate the electrode, the weld’s surface gets hotter, creating more heat. Just move the electrode so that the weld’s surface gets hotter.
You do this by tilting the torch, which changes the angle of the welding arc and directs the arc’s heat to the weld’s surface.
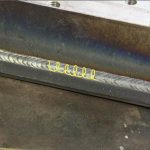
Make sure the tungsten is rounded, or have a fine coating on it. It shouldn’t look like a pencil point.
- A bench grinder may be used to sharpen the tungsten electrode.
- Allow the sharpened electrode to slowly touch the surface of the metal you’re going to weld. Now try and repeat this process with the other part of the tungsten electrode.
- In the same way that you sharpened the tungsten tip, you should keep the tungsten itself sharp so that you don’t overheat the electrode while welding.
- In order to use this type of welding, you’ll need the right equipment.
- An aluminum plate should be put on top, and the welder should run for 2–3 minutes. When the welding process is done, the cooled plate should be taken off and weighed. If the plate weighs more than 20 pounds, the weld needs to be checked again.
- Place the tip of the electrode on the aluminum to be welded and pull the trigger of the torch. The weld will begin immediately once the torch is fired.
- The welder is effective at heating the tungsten electrodes and welding them onto the aluminum. The gas in the torch’s tanks mixes with the oxygen and nitrogen in the air and creates argon and nitrogen dioxide. These gases burn the aluminum, which transfers heat to the tungsten electrode. The heat from the aluminum melts the tungsten and welds the pieces together.
- Keep the welder going for 2 to 3 minutes until you hit the metal with an arc. Then stop, fire the torch, and clamp the aluminum part you are working with into the welding torch. The torch will heat up the aluminum quickly, allowing weld penetration. Now use a metal rod to push the weld puddle and melt the aluminum. The weld puddle should flow freely to the required extent.
- Allow the electrode to cool off completely before touching it with bare hands. The best way to cool the electrode off is to place it in a water bath, but you can let it cool naturally as well.
- Aluminum welding may begin with a puddle of molten metal.
An in-depth tutorial on how ball tungsten works comes with this article along with a personal success story — you’ll see how balling tungsten not only helped this man complete his project, but save him hundreds of dollars in materials.
In any case, welders no longer advocate using pure tungsten in welding aluminum, and this has led to the development of tungsten alloys that contain nickel.